


主营
-
 食品机械设备网APP
食品机械设备网APP
开启线上直播
 微信公众号
微信公众号
订阅更多信息
 食品机械设备网小程序
食品机械设备网小程序
更多流量 更易传播
食品机械设备网APP
开启线上直播
微信公众号
订阅更多信息
食品机械设备网小程序
更多流量 更易传播
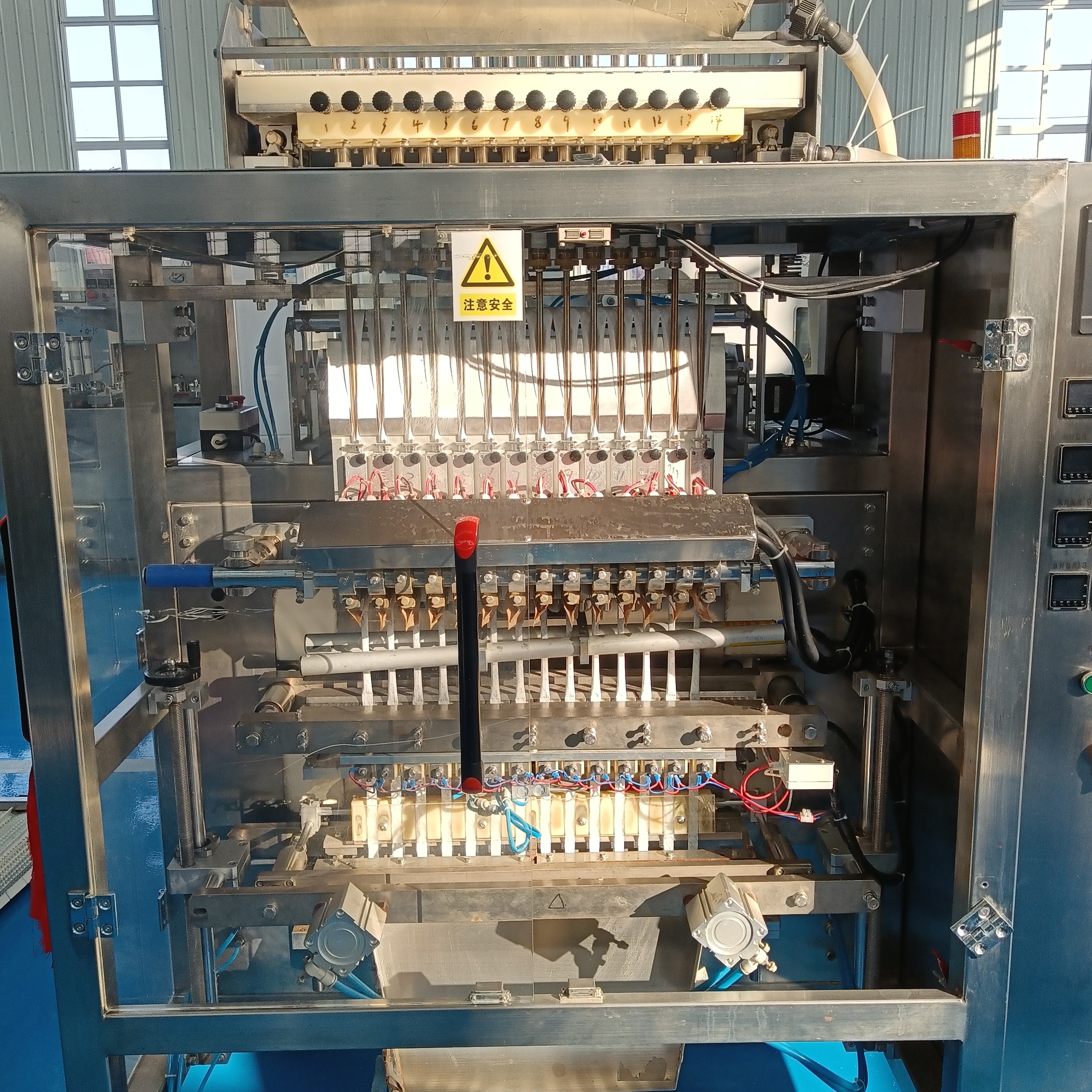
多列包装机是工业批量小袋包装的核心设备,核心优势是“多列同步作业”,简单说就是一台设备同时完成2-24列(常用2-10列)小袋包装,效率远高于单列包装机。它的工作逻辑围绕“供膜→制袋→计量充填→封口→分切→出料”的流程有序运转,全程自动化完成,无需过多人工干预,适配颗粒、粉末、片剂、液体等多种小型物料,下面分步拆解其工作过程,好懂又好记。
包装膜供料与预处理,打好包装基础。多列包装机采用卷筒式包装膜(如PE膜、复合膜),先将包装膜安装在放卷架上,通过磁粉制动器控制膜的张力,避免膜出现松弛、跑偏或拉伸变形的情况,同时配备光电纠偏传感器,实时修正膜的左右偏移,确保后续多列封合位置精准对齐。部分机型还会设置预热辊,对包装膜进行轻微预热,提升后续热封效果,减少封合裂纹、虚封等问题,为制袋做好准备。
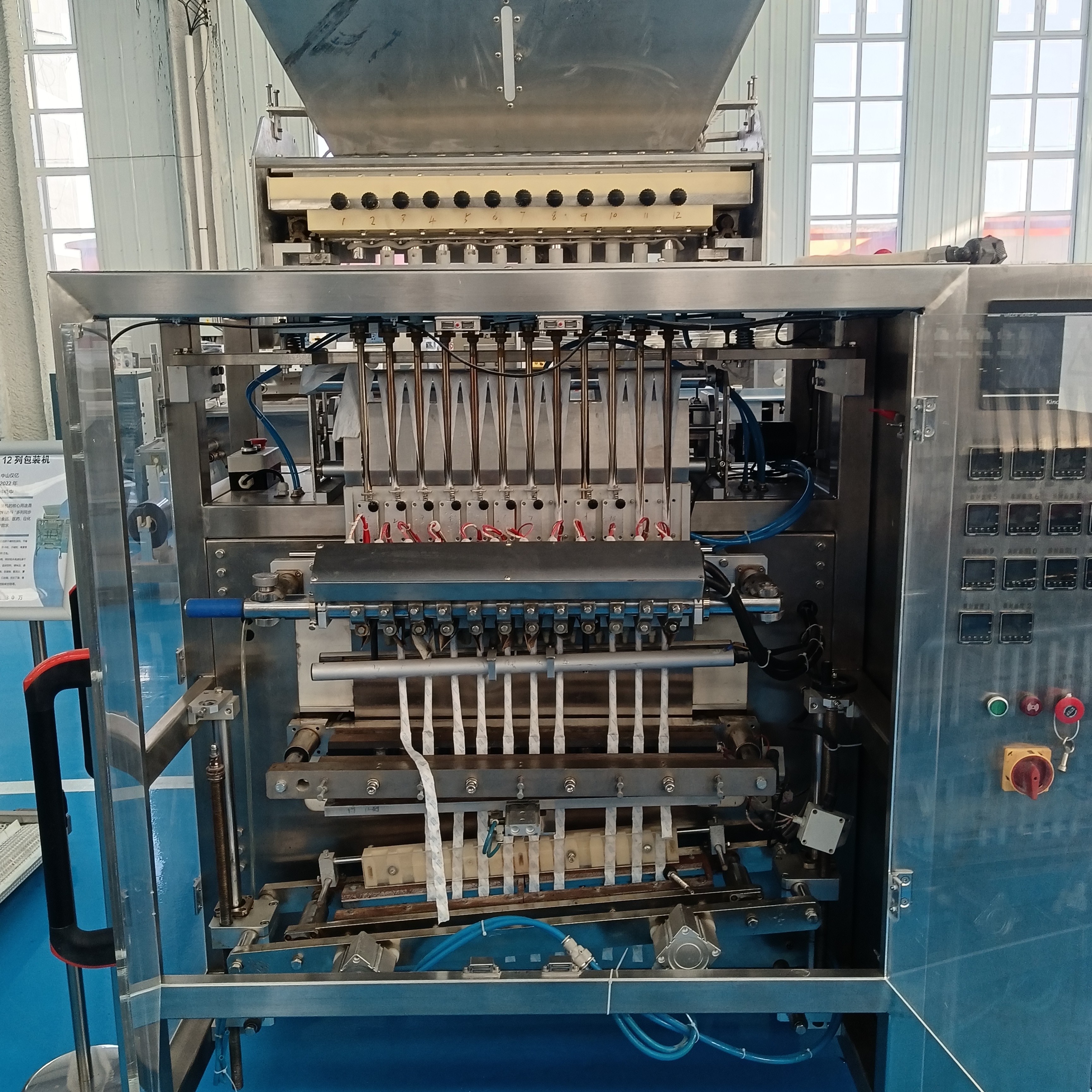
多列纵封成型,分割独立袋腔。这是多列包装机与单列机的核心区别,整幅宽包装膜进入纵封轮后,纵封轮内部的加热器会对膜进行加热,同时通过滚压的方式,一次性热压出多条纵向封边,将整幅宽膜分割成多个独立的列腔(每个列腔对应一个小袋的侧边)。纵封的温度、压力和速度会同步控制,确保每一列的封边强度一致,不会出现漏封、封边不牢固的情况,纵封完成后,就形成了连续的多列连通筒状膜腔,等待物料充填。
物料计量与同步充填,精准控制每袋用量。根据物料的形态(颗粒、粉末、液体等),多列包装机会匹配对应的计量系统,实现多列同步下料,确保每一袋物料的重量或容量一致,避免出现计量偏差。比如颗粒物料(如瓜子、冲剂)采用量杯计量或振动下料,粉末物料(如奶粉、鸡精)采用螺杆计量,液体物料(如口服液、酱料)采用活塞泵计量,片剂、胶囊则采用光电数粒计量。充填时,下料嘴会伸入纵封成型的筒状膜腔内,下料速度与包装膜的牵引速度保持同步,避免出现滴料、挂料,防止污染封边。
横封封口,固定袋体形状。纵封和充填完成后,包装膜会向前步进,进入横封辊,横封辊内部同样设有加热器和热敏元件,会同时完成两个动作——对当前袋的上沿进行热封,同时对下一袋的底部进行热封,形成连续的袋体横封边
辅助处理,提升包装实用性与规范性。在横封的同时,设备会同步完成一系列辅助操作,比如通过钢印、热烫印或喷墨的方式,打印生产日期、批号、有效期等信息;压制易撕口或断点虚线,方便后续消费者撕开包装;部分机型还会进行压花、压纹处理,既增强封边强度,也让小袋外观更精美。同时,边缘的废边、裁切废料会由废料收卷机自动卷取收集,避免浪费和环境杂乱。
横切分断与成品输出,完成整个包装流程。连续的多列连体袋会进入横切工位,旋转切刀或伺服切刀会沿横封的中间位置,将连体袋横向切断,分割成独立的小袋,可根据需求设置为单袋切断、双联袋或多联排袋切断。切断后的合格成品,会通过出料输送带送出,部分机型还配备检重、视觉检测功能,能自动剔除缺料、漏封、错码的不合格产品,确保输出的每一袋包装都符合标准。
整个工作过程由PLC控制系统和伺服电机统一协调,操作人员只需通过触摸屏设置袋长、列数、包装速度、计量参数、封合温度等,设备就能实现全程自动化运转,而且每一列都可独立调整参数,适配不同规格的包装需求,既保证了包装效率,也兼顾了包装质量,这也是它能广泛应用于食品、化工、五金等行业的核心原因。



 手机站
微信小程序
Foodjx公众号
手机站
微信小程序
Foodjx公众号
 Foodjx APP
Foodjx APP
 QQ:1369114730QQ:461243178QQ:2856177234QQ:3311374364 QQ:1369114730
QQ:1369114730QQ:461243178QQ:2856177234QQ:3311374364 QQ:1369114730























 浙公网安备 33010602000101号
浙公网安备 33010602000101号{kind=link}
{kind=link}